服务热线:
159-6666-1888
159-6666-1888



联系人:张经理 陈经理 李经理
销售热线:15966661888
销售处地址:山东聊城经济开发区汇通物流园C133号
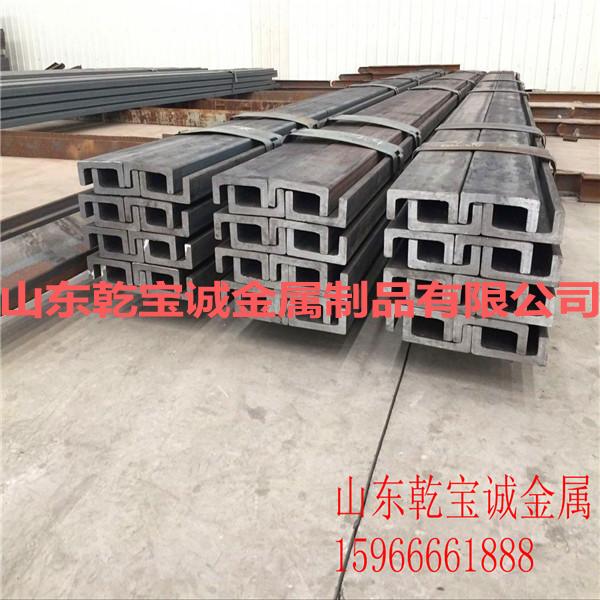
大吨位叉车起重系统在使用过程中需要承担较大且周期性载荷,对槽钢的强度、截面尺寸、外形直线度、平面度等方面要求很高。焊接槽钢需要使用复杂的设备,进行繁琐的工序才能制造完成,导致生成效率低;在切割和焊接过程中,金属消耗较多,导致金属使用率低;焊接槽钢制造周期长、成本高,且焊接区性能也很 不稳定。
叉车门架是叉车的工作装置,门架主要由外门架体、内门架体和货叉架通过装配组成,外门架体和内门架体又由槽钢及横梁等组焊而成,在门架的装配过程中需要在内外门架体之间装配侧滚轮来调整内外门架体之间的间隙以达到内门架体可在外门架体中活动自如的目的,而侧滚轮就通过螺栓安装在内外门架体的槽钢上,槽钢上的螺纹孔在槽钢生产线上用专机加工,不同类型的门架槽钢上的的螺纹孔与槽钢端面之间的距离不同,加工不同类型的槽钢时需要用到不同的端面定位装置。
目前,槽钢端面定位装置用的是导柱和导套结构,布置在槽钢生产流水线辊道的下方,每组导柱对应一种类型槽钢,加工不同类型的槽钢就升起与之相应的导柱,加工完毕后导柱缩回至辊道下方,槽钢通过辊道流至下一工位,此装置结构存在以下缺陷:槽钢在被定位时对导柱产生冲击,导柱易损,易卡死;导柱导套加工精度要求高;导柱导套布置在辊道线的下方,不便与维修与更换;一旦产品更改时就需要布置不同类型的导柱与其对应定位,生产制造柔性差。